Electrical Maintenance discipline have some ideas that can support maintenance. This is not only in the physical realm of handling the equipment but also in setting up the maintenance mindset. One of them is the closed-loop control and it’s benefits in the maintenance process. But, Let’s start by an Electrical safety notice that is applicable to all maintenance disciplines.
Why electrical maintenance team are more cautious in setting up safety?
First, I would like to admit that this not usually the case. Some fresh comers to the maintenance team get bored and are eager to jump start actions without lengthy safety procedures. Others in the opposite side of the scale, try to show their professionalism by bypassing the safety precautions and getting out safe. Both parties didn’t get the real essences of dealing with electricity.
Firstly,
let’s start by a dialogue I had few years ago with an elder colleague and a respectable friend.
While having breakfast together, he said “You know why I respect you personally but I hate electrical maintenance?” I answered “This will be a great information to me.” He continued “Many times, you speak about things that we don’t see and can`t catch with our senses. However, you are stubborn and insists on your point of view” I replied smiling “Do you see this big TV screen?” , “Yes” he replied. “It is know switched off, do you see the electrical current flowing through parts of it to make ready to be switched ON via the remote?”. He replied “No”. I added ” Me either, I can’t see it but I believe in its existence that’s why I check it, I isolate it and I deal with it as it is existing and I know it is dangerous”.
Same applies when applying safety conditions. The green lamp that indicates that power is connected, when it is Off, this doesn’t mean that power is isolated from the machine. It might mean that the lamp is burnt out and needs replacement. So, it is necessary that the electrical team verifies the isolated electrical power and safety tag placement as they are more aware of what it means. Another aspect, even if you switch Off the main power supply to a machine, there might be a control power source still connected to it from another source.
The concepts of open and closed control loops
Usually in the electrical discipline study, there is electrical control loops study. It is not only for electrical studies. Some other disciplines study control loops. Even some control loops are pure mechanical and have no electrical controls.
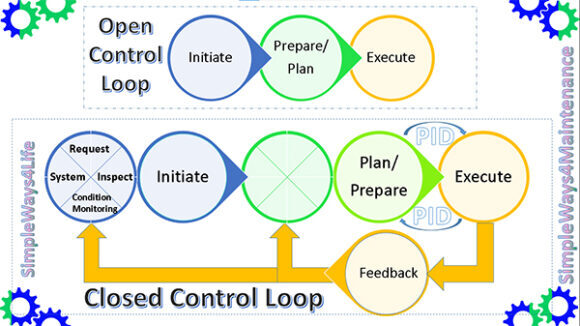
So, the basic control is the open loop control. You have a target output then you change the input to fulfill the needed output. This happens regardless of the value of the output right now. A good example of the open loops are all the processes that works solely based on a timer. You set a time for heating or drying or anything else. And the device works for this set amount of time regardless of what is happening in the output.
The second type of control is the closed loop control. The input to the controller that generates the output is the difference between the request and actual current status. This involves a measuring sensor for the output. But still it provides an abrupt change that can cause instability to the process. Like a request to an air condition to change temperature from 15oC to 25oC. The AC will push hot air to the room or car till the temperature sensor reached 25oC. Then it will stop the hot air till it reach a threshold e.g. of -3oC. Then it will push hot air till the upper threshold is reached and so on.
PID Controllers, Proportional-Integral-Derivative
The third type of control is the PID controller. Or the Proportional – Integral – Derivative control. Simply it is like a stepped output it always a limited change of the input to the controller that generates process output regardless of the difference between the input and output. And, when this step of change is fulfilled, it allows a second step of change and so on. That’s till reaching the desired output. Then it continue to step the input up and down to maintain the desired output.
The PID controller is the best one when properly set. It starts with initial bigger but limited steps. Then it decreases the change when the final target is about to be reached. Setting the PID response to be fast or slow and how responsive it is, is a professional experience gained over time. Moreover it depends on the context and the process.
Maintenance and closed loop control.
The closed loop control when compared to maintenance can be found in many maintenance processes. The key maintenance process are initiate, prepare/plan then execute. So far that’s an open loop. To make it a closed loop it needs 2 things.
- A feedback
- A correction for the next output
The feedback in maintenance
Actually the feedback of the maintenance tasks, activities, jobs, actions, however you call them has many important functions.
- It initiates the cycle of the next action. I.e. You start counting operation numbers and hours for the new maintenance task starting from the end of this maintenance task.
- Start counting MTBM mean time between maintenance.
- Verify the condition monitoring or inspection results that initiated the task
- Validate the integrity of the work requests issued by other department.
- Carry answers to the questions about the cycle correctness. Can the cycle be extended? Or does it need to be shortened?
Correction of the maintenance system based on the feedback
In case that your maintenance system is not totally reactive maintenance, there are some preparations that had been carried ahead of the scheduled maintenance time. To know how far the preparation was up to the level of the maintenance job, we need feedback:
- Were the spare parts prepared correct?
- Was the timing correct, not loose and not so tight? Did job finish on time?
- The tools and drawings planned, enough or not?
- Did everyone assigned to the job actually work? Did the team called for additional support?
- The task was matching to the plan or did a lot of side jobs popped up?
This type of feedback when propped up, always the next similar task to be better regarding cost of time, parts and manpower.
The higher level, the PID in Maintenance
That is only possible if you have control and monitoring over the tasks while executed. It might looks like this needs additional manpower. However, you can raise your team skills of time awareness. So they divide the 2 hours task into smaller chunks of time. Each time slot to have a rough estimate of its time. So if dismantling plan is 30 minutes and 40 minutes passed and there is a lot of work to do, then there is a flag to raise. May be the job is not urgent, it can be postponed, something is going wrong, tools are not proper, team is not aware of the job. Many corrective decisions would have been taken it an early flag is raised.
On the other hand, if the job is planned for 2 hours and after 2 hours we are midway dismantling some covers of cleaning around the equipment and no flag is raised, the results will be totally unsatisfying. Which can be avoided by monitoring the execution of the task, dividing it to timely steps and raising the time awareness of my team.
In Conclusion,
Some Electrical engineering concepts can support the maintenance process. The concept of closed-loop control emphasizes the need of feedback to control the maintenance. The open-loop control in maintenance means that there is no feedback to correct the second time the same maintenance task is executed. The feedback of the maintenance tasks boosts better performance in the coming execution of similar tasks and many other corrections to all maintenance processes.
If you feel you need help with any of these ideas we discussed, request a Management Consultancy or Coaching Services From our Store